- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

EPSマシンアングルシートバルブの取り付けと分解
2022-01-13
アングルシートバルブはEPSマシンの重要な部分であり、修理や設置がどのように重要であるか。

1.インストールと使用
1.1特定の条件に従ってバルブの取り付け方向を選択してください。
1.2設置する前に、必ずパイプ、特に新しいパイプを清掃してください。バルブの不純物を損傷しないように、溶接スラグ、錆、ほこりを清掃する必要があります。パイプラインは、振動がなくしっかりと支えられている必要があります。より重いバルブを取り付ける場合は、過度の重量や振動がバルブやパイプラインに悪影響を与えるのを防ぐために、バルブを吊るしたり支えたりするための追加のサポートが必要です。
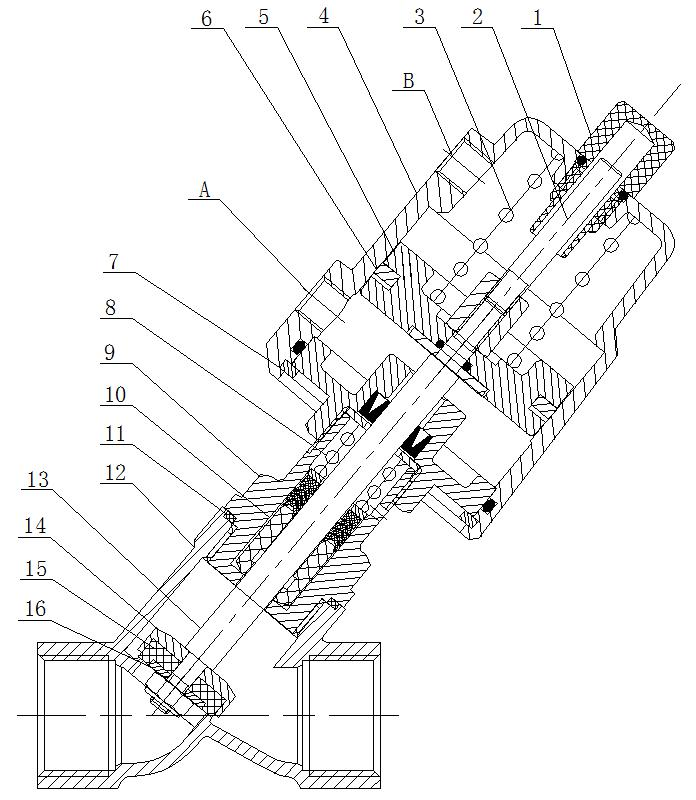
1.3バルブを取り付ける前に、バルブラベルのモデル、パラメータ、仕様、接続モードを確認し、現場での作業条件の要件を満たしていることを確認してください。同時に、シリンダー、バルブ本体、窓などをチェックして、外部からの損傷がないことを確認してください。
1.4制御空気源を装備する場合は、空気源が乾燥していて清潔であり、容量と圧力が十分であることを確認してください。
1.5バルブを取り付ける前に、パイプラインを閉じて圧力を取り除いてください。パイプラインの高圧や危険な媒体の害に注意してください。
1.6フランジバルブの取り付けでは、フランジの両端の取り付けは角度締めである必要があり、斜め締めでは、片側締めではなく、片側ボルトの回転を1つの円内で制御する必要があります。これにより、傾斜力が発生し、使用に影響します。 ;
1.7溶接の形でバルブを取り付ける場合、最初にアクチュエータをバルブから取り外してから、バルブをパイプラインに溶接する必要があります。
1.8取り外したバルブ本体ガスケット、バルブコアガスケット、および接続ネジの粒子を保護して、汚れや不純物の衝突や付着を防ぐように注意してください。

2.バルブの分解とメンテナンス
2.1バルブの取り外し
2.1.1バルブを分解する前に、バルブ内の高圧流体を空にし、バルブ内の中圧を排出する必要があります。媒体が高温、可燃性、毒性、または腐食性である場合は、人体および機器への偶発的な傷害を防ぐために、完全に除去する必要があります。
2.1.2バルブ本体の取り外し:この状態では、バルブ本体を常温に戻し、バルブ本体を固定する必要があります。圧縮空気はシリンダー下部の空気入口穴から流入し、バルブドアを開き、ジョイントの6つの側面を対応するサイズのレンチで締め、バルブ本体を締めます。糸を時計回りに回して外します。注:分解された部品は、衝突を防ぐためにシール面を保護し、再組み立てを記録する必要があります。シール面を保護し、衝突を防ぎ、良好な記録を取り戻すための部品。

2.1.3シリンダーの取り外し:スプリングの力が大きいため、クランプシリンダーシリンダーとエンドカバーのクランプスプリングを取り外すときは、クランプスプリングプライヤーを使用する前に、スプールとバルブステムの部品を特別なクランプ装置で押す必要があります。クランプスプリングをゆっくりと取り出し、クランプ装置を上向きに緩め、残りの部品を持ち上げます。注:1)スプリングを取り出した後、プレス装置の圧力をゆっくりと取り除いて、より強いスプリングが部品を飛び出させて危険や損傷を引き起こさないようにし、リロードの記録を作成する必要があります。 2)101シリーズアングルバルブシリンダーは、11の場合、取り外すことはお勧めしません。
シリンダーに関する問題については、ESG営業担当者にお問い合わせください。
2.1.4シールの分解:シールを分解するときは、鋭利な工具を使用して分解しないでください。分解したシールとそのキャリアのシール面は、衝突や付属品の紛失を防ぐために十分に保護する必要があります。また、再組み立ての記録は次のとおりです。作る;
2.1.5手動アングルシートバルブシーケンスの取り外し:バルブ本体を取り外し、ハンドホイールピンを取り外し、ハンドホイールを取り外し、プレスナットをねじ込み、最後にスプール、ステム、およびシールを分解します。
2.2バルブを再取り付けします
2.2.1再組み立てシール:分解されたバルブは、対応する問題に対処する必要があります。処理後は、分解・再組立の記録に従って順番に設置してください。注:シール部品は、取り付けるときに所定の位置に取り付ける必要があり、ゴムリングの歪みはありません。シールリングを取り付ける前に、取り付け部分の溝に潤滑油を均一に塗布してから、シールリングを取り付け、シールリングの外面に再度潤滑油を塗布してください。合理的で効果的な潤滑油は、バルブの正常で効果的な使用を確実にするための前提です。
2.2.2シリンダーのリロード:交換部品の組み立てが完了したら、ピストンとエンドカバーをシリンダーにゆっくりとインポートし、スプリングを所定の位置に取り付けてシリンダーの組み立てを完了します。
2.2.2.1ピストンとエンドカバーを導入するときは、直立後にシリンダーをゆっくりと導入する必要があります。そうしないと、たわみによりピストンリングとシールリングが破れ、シールに影響を及ぼします。
2.2.2.2スプリングを溝にクランプした後、スプリングがシリンダーのスプリング溝に100%完全に詰まっているかどうかを確認し、スプリングがシリンダーに完全に詰まっていることを確認してからプレス装置を解放し、シールを行いますシリンダーの検査;
2.2.3バルブ本体のリロード:検査が認定されたら、シリンダーの空気入口穴から空気を圧縮し、ピストンを持ち上げ、バルブ本体のシールパッドを置き、スクリューグレインにスタック防止剤を塗布します。バルブ本体をねじ込み締め、完了後バルブ本体の点検を行ってください。
2.3リロードバルブのテスト
2.3.1修理されたバルブは、オフライン圧力テスト後にパイプラインに再度取り付けられ、異常は発生しません。
2.3.2バルブ本体のシール検査:バルブコアのシールガスケット検査、バルブ本体のシールガスケット検査、接続穴検査を含みます。
2.3.2.1使用条件に応じて、必要な圧力の圧縮空気をバルブに通し、バルブ本体全体と接続部を水中に沈め、圧力を30秒間保持して、そこにあるかどうかを観察することができます。漏れです。バブルがない場合は認定され、そうでない場合は再度修理する必要があります。
2.3.3シリンダーシール検査:ウィンドウシール検査、エンドカバーOリング検査およびピストンリングシール検査を含みます。
2.3.3.1 7barの圧縮空気をシリンダー下部の吸気口に通し、シリンダー全体とエンドキャップを水中に沈め、圧力を30秒間保持して、あるかどうかを観察します。漏れ。バブルがない場合は認定され、そうでない場合は再度修理する必要があります。
